
全国服务热线:
15919790592
15919790592


数控液压板料折弯机故障诊断与维修(一)-柏煜液压
某WE67K-63/2500型数控液压板料折弯机数控系统为荷兰Delem的DA-24e折弯机专用数控系统;液压系统为德国博世( Bosch)折弯机专用液压系统;后挡料(X轴)由MT30M4-38直流伺服电动机驱动,带编码器,半闭环控制;滑块(Y轴)是由液压系统的液压缸带动、光栅尺位置检测、数控系统控制的电液同步控制。该机床在使用过程中多次发生故障。
液压系统(1)机械故障
①故障现象这台机床在安装调试好后不久,加工时发现X轴(后挡料)在折弯定位时定位不准确,且在连续折弯时有误差不断累积的现象,如连续折弯4次,工件尺寸误差超过0.30mm,即相当于重复定位4次,定位精度误差累积超过0.30mm。还发现,每次开机定位精度在0.05~0.10mm之间无规律地变动。
②故障分析和排除根据故障情况分析,按常规问题应出在:a.后挡料(X轴)传动链存在间隙或转动;b.最远点行程开关安装松动或老化,触点接触不良,从而引起每次开机定位精度误差。检查电动机与丝杠联轴器及用百分表检查丝杠轴向窜动,均正常;检查行程开关,其安装牢固,无松动现象,将其更换为同型号的新开关后,故障依然存在;用百分表检查丝杠螺母反向间隙,其4次重复定位误差累积也超过0.30mm。
难道问题真出在丝杠螺母反向间隙上?
仔细分析,该机床刚安装调试好,使用时间不长;之前使用各项精度完全正常,数控系统参数设置也未改动过,高精度的滚珠丝杠作为保证数控机床精度的重要部件,不应该这么快就出问题。用手正反向转动丝杠,检查丝杠螺母反向间隙,结果误差在机床检验精度范围内,完全正常!
问题应出在电动机部分。打开电动机后端盖检查,原来紧固编码器和电动机轴的顶丝已经松动,电动机正反向转动时,编码器不能正确反映实际位置,正反向转动次数越多、检测的理论位置与后挡料实际位置误差越大、加工零件的折弯次数越多,其尺寸误差也越大。
③启示后来将此事反映给厂家,原来这台机床更换过编码器,此次故障的根源应是安装编码器时,顶丝没有拧紧,经过运输和一段时间的使用,逐渐松动。
(2)液压系统故障
①故障现象 机床正常开机启动时,摁下液压泵启动按钮,滑块没有快速向上抬起,而是停在下面不动;并且液压泵及液压管路发出“嗡嗡嗡”的闷响,似乎要“闷车”了,而数控系统无报警,检查电器及其连接线路,均正常。
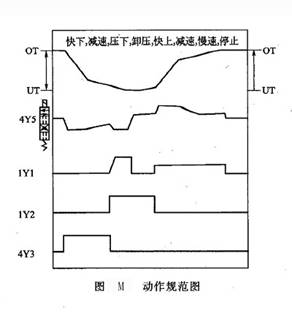
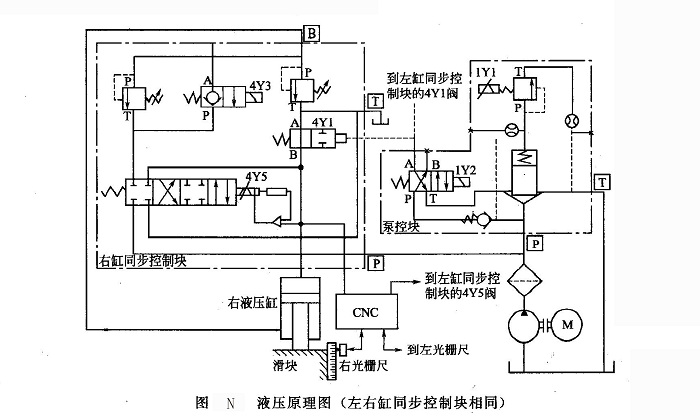
②故障分析和排除 依故障情况分析,问题应出在液压系统上。根据动作规范图(图M),造成故障的原因:a.同步控制块中由数控系统控制的4Y5比例换向阀没有动作(图N),使液压泵打出的油无法进入液压缸下腔,因此滑块不能抬起;b.泵控块中由数控系统控制的IYI比例溢流阀没有动作,处于卸荷状态,使液压泵打出的油没能进入同步控制块直接流回到油箱,或是动作没有完全到位,提供给两边液压缸的压力不足以抬起滑块。
原因a很快就被排除了,因为机床左右液压缸各有一个相同的4Y5比例换向阀,两个阀同时出现故障的概率非常小,所以问题就被锁定在原因b上。
IY1比例溢流阀内可能有异物卡住了阀芯,即使数控系统发出了动作信号,而阀芯动作没有完全到位,提供给两边液压缸的压力不足以抬起滑块。液压泵及液压管路发出的闷响声,应是高压油高速流过系统管路引起振动和液压泵在不正常的负荷下运转发出的。
将1Y1比例溢流阀拆下后,取出阀芯及各零件,连同阀体全部放入汽油中浸泡,清洗了三次(橡胶密封圈用煤油清洗),最后一次装上,开机重新启动,故障排除,机床运行正常。
③启示此次故障虽出在阀上,但其最根本的原因是液压油污染所致。因此,正确使用滤网对污染进行控制,及时更换液压系统中的滤芯、滤网等,按时清洁油箱和更换正确型号的液压油,平常应加强液压设备的保养,才能降低设备故障率、减少停机维修时间和维修成本、提高设备利用率。否则会因小失大,造成不必要的损失。
 技术支持 / Hot news
维修测试 / Hot news
技术支持 / Hot news
维修测试 / Hot news








